Materiais e Mercado
Eletrodo para Ferro Fundido: qual usar (níquel x ferro-níquel) e como não trincar

Soldar ferro fundido é onde a maioria erra. A peça parece que aceitou bem, esfria e trinca do lado do cordão. O problema quase nunca é a mão de quem solda — é o eletrodo errado e a peça fria. Quem conserta mancal, bloco, polia, base de máquina e carcaça sabe do que estou falando.
O ferro fundido tem muito carbono. Quando esquenta rápido e esfria rápido, a zona ao redor da solda vira uma região dura e quebradiça (martensita). É ali que racha. Resolver isso é escolher o eletrodo certo e controlar a temperatura — nada de mágica.
São três famílias na prática. A escolha depende se a peça vai ser usinada depois, do tamanho e de quanto você consegue pré-aquecer.
É o mais usado para reparo. O cordão fica mole, dá pra usinar e furar depois, e ele aguenta bem a diferença de dilatação sem trincar. É o eletrodo certo quando a peça vai voltar pra máquina ou precisa de acabamento. Custa mais caro — por isso muita gente tenta fugir dele e se dá mal.
Mais resistente que o níquel puro e mais barato. Ideal para peças maiores, mais espessas, ou que vão receber esforço. Usina um pouco mais difícil que o níquel puro, mas é o melhor custo-benefício pra reparo estrutural de fundido.
Eletrodo de aço comum (tipo 6013) em ferro fundido só serve pra remendo grosseiro que não vai sofrer esforço nem usinagem — o cordão fica duro e trinca fácil. Monel (Ni-Cu) é caro e específico pra alguns casos de acabamento. Para o dia a dia, fique no níquel puro ou ferro-níquel.
| Eletrodo | Quando usar | Usinável depois? | Custo |
|---|---|---|---|
| Níquel puro (~99% Ni) | Reparo que vai pra usinagem/furação | Sim, fácil | Alto |
| Ferro-níquel (~55% Ni) | Peça grande/espessa, com esforço | Sim, médio | Médio |
| Aço (6013) | Remendo sem esforço nem usinagem | Não (duro) | Baixo |
| Monel (Ni-Cu) | Acabamento específico, peças de cor | Sim | Alto |
Na Biblioteca de Projetos do Aço você acha 1.500+ projetos prontos de estruturas, bases de máquina, suportes e ligações — com lista de materiais e edição direta no AutoCAD. Em vez de remendar no escuro, parte de um projeto certo.
Eletrodo de níquel pede corrente baixa. Calor demais é justamente o que faz o fundido trincar. Comece pela menor amperagem que abre arco estável e suba só se precisar.
| Bitola | Amperagem aproximada | Uso típico |
|---|---|---|
| 2,5 mm | 60–90 A | Peças finas, reparo de precisão |
| 3,25 mm | 90–120 A | Uso geral, maioria dos reparos |
| 4,0 mm | 120–160 A | Peças espessas, ferro-níquel |
Corrente contínua com eletrodo no polo positivo (CC+) é o mais comum para níquel. Se a sua máquina só tem corrente alternada, existe eletrodo de níquel pra AC — confira na embalagem antes de comprar.
Aqui está 80% do resultado. Não adianta eletrodo bom e técnica ruim de temperatura.
A quente (pré-aquecida a 300–400 °C): mais resistência, melhor pra peça que vai sofrer carga. Dá mais trabalho e precisa de equipamento pra aquecer.
A frio (sem pré-aquecimento, com níquel e cordão curto + peening): rápida, pra reparo pequeno ou peça que não dá pra desmontar e aquecer. Funciona bem com eletrodo de níquel e disciplina no cordão curto. Não use a frio em peça que vai pegar esforço alto.
Se o que você está reparando é base de máquina, suporte ou apoio que faz parte da estrutura do galpão, vale checar se a ligação aguenta a carga depois do reparo. Remendo de fundido em ponto estrutural merece um olhar no dimensionamento.
O eGalpão dimensiona galpões metálicos e verifica se os perfis e as ligações aguentam a carga real. Antes de confiar num reparo em ponto estrutural, confira se a estrutura fecha.
Para reparo que vai ser usinado ou furado depois, eletrodo de níquel puro (~99% Ni). Para peças grandes, espessas ou com esforço, eletrodo de ferro-níquel (~55% Ni), que é mais resistente e mais barato.
Só para remendo grosseiro sem esforço e sem usinagem. O 6013 deixa o cordão duro e trinca com facilidade no ferro fundido. Para reparo confiável, use níquel ou ferro-níquel.
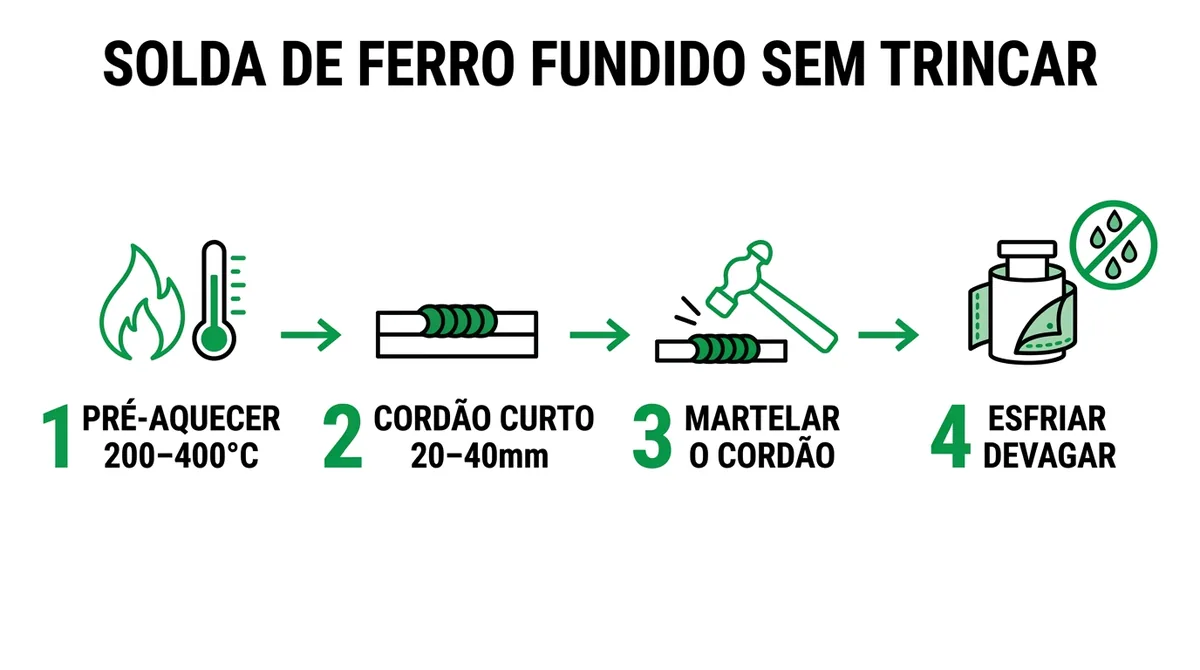
Para reparo estrutural ou peça espessa, sim: 200 a 400 °C, aquecendo devagar e por igual. Reparos pequenos podem ser feitos a frio com eletrodo de níquel, cordão curto e martelamento do cordão, sempre deixando esfriar lentamente.
Porque ele tem muito carbono e, com esfriamento rápido, forma uma zona dura e quebradiça ao redor da solda. Evita-se com eletrodo de níquel, cordões curtos, martelamento e esfriamento lento — nunca jogando água.
Corrente baixa para não superaquecer: cerca de 60–90 A na bitola 2,5 mm, 90–120 A na 3,25 mm e 120–160 A na 4,0 mm. Confira sempre a faixa indicada na embalagem do eletrodo.