Estruturas Metálicas
Eletrodo de Solda: tipos, classificação AWS e como escolher o certo

Escolher o eletrodo errado é o que faz cordão bonito virar trinca, chapa furar e junta estrutural falhar. Não existe eletrodo que faça tudo — existe o eletrodo certo pra cada serviço. Este é o guia que liga os pontos: o que significa cada número, os tipos de revestimento e como decidir na hora.
No processo mais comum do Brasil — eletrodo revestido, ou SMAW — o eletrodo é uma vareta metálica (a alma) coberta por um revestimento. A alma vira o metal de adição que preenche a junta. O revestimento faz três coisas ao queimar: estabiliza o arco, cria um gás que protege a poça do ar e forma a escória que protege o cordão enquanto ele esfria. É por isso que o tipo de revestimento muda tanto o comportamento do eletrodo.
Quase todo eletrodo no mercado segue a norma AWS A5.1. O código E XX Y Z diz tudo sobre ele:
Então E6013 = 60.000 psi, todas as posições, revestimento rutílico. E7018 = 70.000 psi, todas as posições, revestimento básico (baixo hidrogênio). Sabendo ler os números, você entende qualquer eletrodo na prateleira.
| Código | Resistência | Posições | Revestimento |
|---|---|---|---|
| E6010 | 60.000 psi | Todas | Celulósico (DC) |
| E6011 | 60.000 psi | Todas | Celulósico (AC/DC) |
| E6013 | 60.000 psi | Todas | Rutílico |
| E7018 | 70.000 psi | Todas | Básico (baixo H₂) |
| E7024 | 70.000 psi | Plana/horiz. | Rutílico c/ pó de ferro |
Arco macio, pouco respingo, escória que sai sozinha, ótimo acabamento. É o de serralheria e chapa fina. Penetração mais rasa. Roda em AC e DC. Veja o guia do eletrodo 6013.
Cordão tenaz, resistente, próprio pra junta que segura carga. É o eletrodo da estrutura de galpão. O porém é a umidade: absorve água do ar e precisa de estufa. Compare no 6013 ou 7018.
Arco agressivo, penetração profunda, atravessa tinta e ferrugem. É o passe de raiz e o eletrodo de campo. Acabamento áspero, mas penetra como nenhum outro.
Saber o eletrodo é metade; a outra metade é a junta certa. A Biblioteca de Projetos do Aço traz 1.500+ projetos de galpões, treliças, mezaninos e ligações em DWG — com solda de filete, chanfro e simbologia detalhadas, editáveis no AutoCAD.
O eletrodo revestido (SMAW) é o mais versátil e barato, roda em qualquer canto sem gás. Mas existem outros processos: MIG/MAG (arame contínuo, rápido, pra produção), TIG (preciso, pra inox e alumínio fino) e arame tubular (FCAW). Cada um tem seu lugar — veja o comparativo em qual a melhor solda para estrutura metálica.
| Bitola do eletrodo | Espessura típica de chapa | Amperagem aprox. |
|---|---|---|
| 2,0 mm | 1,5–3 mm | 40–80 A |
| 2,5 mm | 3–5 mm | 60–110 A |
| 3,25 mm | 5–8 mm | 90–150 A |
| 4,0 mm | 8 mm+ | 130–200 A |
O eletrodo certo solda a junta; o eGalpão garante que a estrutura inteira fecha. Software de dimensionamento de galpões metálicos que verifica perfis e ligações conforme a NBR 8800.
Na classificação AWS (ex.: E6013), o E indica eletrodo; os dois primeiros números são a resistência à tração em milhares de psi (60 = 60.000 psi); o penúltimo é a posição de soldagem (1 = todas); e o último é o tipo de revestimento e a corrente.
O E6013, rutílico, por ser fácil de usar, ter arco macio, pouco respingo e bom acabamento. É o padrão de serralheria e chapa fina. Para juntas estruturais, o mais usado é o E7018.
Rutílico (6013) é fácil e dá bom acabamento, com penetração rasa. Básico/baixo hidrogênio (7018) é tenaz e estrutural, mas sensível à umidade. Celulósico (6010/6011) tem alta penetração e solda sobre sujeira, com acabamento áspero.
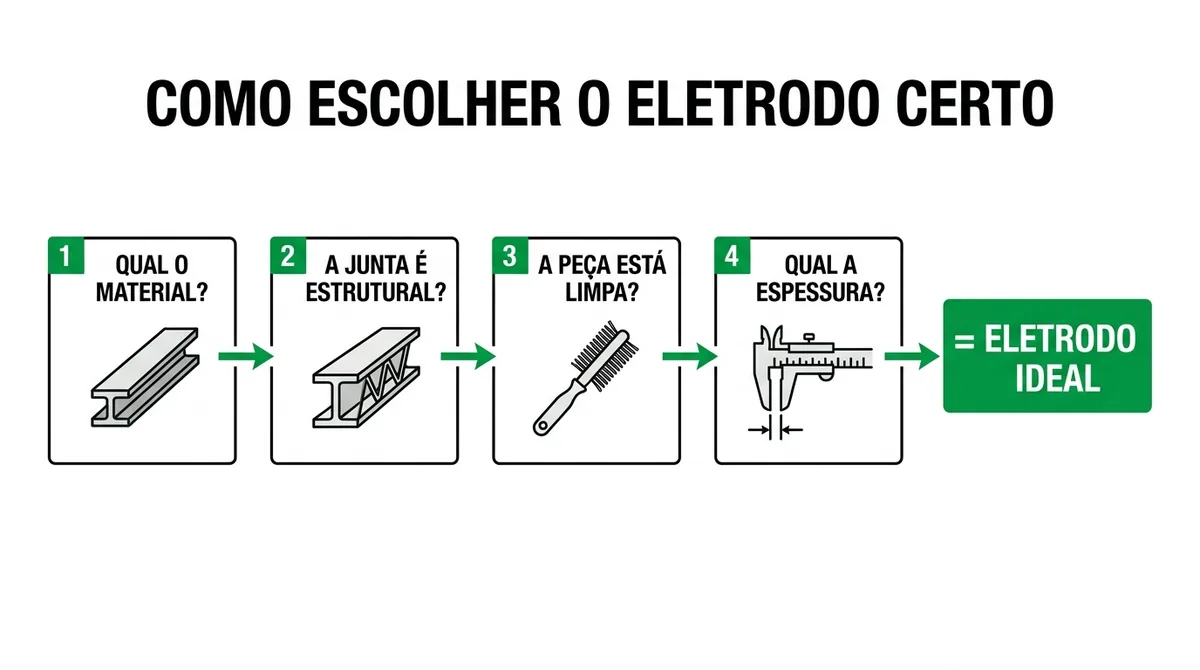
Comece pelo material (aço, ferro fundido, inox, alumínio), depois veja se a junta é estrutural (7018) ou de serralheria (6013), se a peça está limpa (senão 6011 na raiz), a espessura (define a bitola) e a corrente disponível na máquina (AC ou DC).
O eletrodo revestido (SMAW) é versátil, barato e dispensa gás, ideal para campo. O MIG/MAG usa arame contínuo e é mais rápido para produção. O TIG é preciso, indicado para inox e alumínio fino. Cada processo tem sua aplicação.